
Oem станок для опрессовки гидравлических шлангов высокого давления
Выбор станок для опрессовки гидравлических шлангов высокого давления – задача не из простых. Часто производители заваливают информацией, а реальные потребности остаются за кадром. Многие, увидев красивую картинку и обещания автоматизации, забывают про нюансы – про материал шланга, тип соединения, и самое главное – про квалификацию персонала. Я вот думаю, что сейчас большая проблема – это недостаток понимания физики процесса. Просто затянуть гайку – это не опрессовка, это лишь часть процедуры. Без знания давления, времени, теплового расширения материала – все попытки могут закончиться печально.
Общая характеристика и распространенные проблемы
Итак, что такое опрессовка гидравлических шлангов высокого давления? Это процесс проверки герметичности шланга, выдерживающего повышенное давление, обычно с использованием воды, воздуха или азота. Технология необходима для обеспечения безопасности и надежности гидравлических систем, применяемых в самых разных отраслях – от нефтегазовой до автомобильной промышленности. Проблема многих станка для опрессовки заключается в их неадаптивности. Часто они рассчитаны на стандартные размеры и типы соединений, что требует дополнительных приспособлений или даже отказа от использования. А неправильно подобранный станок – это путь к деформации шланга, повреждению фланцев и, как следствие, к серьезным последствиям.
Еще одна проблема – это контроль качества. Многие станки просто фиксируют давление, но не предоставляют полную информацию о процессе: о деформации шланга, о неравномерности распределения давления по фланцам. Это создает иллюзию успешной опрессовки, в то время как фактическая герметичность может быть под вопросом. Я видел случаи, когда шланги, якобы прошедшие опрессовку, лопались уже в эксплуатации. Тут важен не только сам станок, но и правильная подготовка шланга, соблюдение технологии и квалификация оператора.
Типы станков и их особенности
Существуют разные типы станков для опрессовки. Наиболее распространенные – гидравлические, пневматические и электрические. Гидравлические, как правило, более мощные и универсальные, но и более дорогие. Пневматические – более компактные и простые в использовании, но ограничены в давлении. Электрические – удобны для небольших объемов работ, но не подходят для сложных и ответственных задач. Выбор зависит от конкретной задачи и бюджета. Например, для работы с высокопрочными шлангами из композитных материалов лучше использовать гидравлический станок с плавной регулировкой давления. ООО Хэншуй Вэймин Трубная Промышленность, как производитель гибких металлических шлангов, часто сталкивается с подобными требованиями.
При выборе станка важно обращать внимание на максимальное давление, диапазон регулировки, наличие системы автоматической подачи шланга и контроль давления. Также критически важна возможность подключения различных типов насадок и фланцев. Важно, чтобы станок был устойчив и надежен, чтобы обеспечить безопасность оператора и предотвратить повреждение оборудования. Часто производители указывают только номинальное давление, но редко говорят о реальной рабочей мощности, особенно при различных типах соединений и длине шланга. На практике, приходится иметь в виду, что для действительно надежной опрессовки нужно запас мощности.
Подготовка к опрессовке: залог успеха
Подготовка шланга к опрессовке – это не просто механическая операция, это целый комплекс действий, влияющих на качество конечного результата. Важно проверить состояние шланга на наличие повреждений, деформаций, трещин. Необходимо убедиться в качестве фланцев и соединениях. Перед опрессовкой необходимо провести гидравлическое испытание шланга на соответствие требуемому давлению. Если в шланге есть какие-либо дефекты, его следует заменить.
Особое внимание следует уделять смазке уплотнительных поверхностей фланцев. Использование специализированных смазок, предназначенных для гидравлических систем, помогает обеспечить герметичность соединения и предотвратить повреждение уплотнительных элементов. Кроме того, важно правильно выровнять фланцы и соединить их в соответствии с инструкцией производителя. Неправильная установка фланцев может привести к неравномерному распределению давления и, как следствие, к пробою шланга.
Особенности опрессовки различных типов шлангов
Процесс опрессовки может отличаться в зависимости от типа шланга. Например, опрессовка шлангов из нержавеющей стали требует более высокой температуры и давления, чем опрессовка резиновых шлангов. Шланги высокого давления для КПГ требуют особого внимания к выбору уплотнительных материалов, так как они должны быть устойчивы к воздействию сжатого природного газа. Важно также учитывать длину и диаметр шланга, так как они влияют на требуемое давление и время опрессовки.
В нашей практике часто возникают проблемы с опрессовкой шлангов с нестандартными соединениями. В таких случаях приходится использовать специальные насадки и адаптеры, которые могут быть не всегда доступны. Иногда приходится прибегать к ручной подтяжке фланцев, что увеличивает время и трудозатраты на процесс. Но в некоторых случаях это единственный способ обеспечить надежную герметичность соединения.
Контроль и документирование результатов
После опрессовки необходимо провести контроль результатов и задокументировать их. Это включает в себя измерение давления в шланге, визуальный осмотр шланга и фланцев на наличие повреждений, а также проверку герметичности соединения. В случае обнаружения дефектов необходимо повторить процесс опрессовки или заменить шланг.
Документирование результатов опрессовки – это важный элемент системы управления качеством. В документации должны быть указаны дата и время опрессовки, модель станка, тип шланга, давление, время опрессовки, результаты контроля и имя оператора. Эта информация может быть использована для анализа результатов опрессовки и выявления проблемных мест в процессе производства.
Необходимое оборудование и безопасность
Помимо станка для опрессовки гидравлических шлангов высокого давления, для проведения опрессовки необходимо иметь следующее оборудование: насос для создания давления, манометры, специальные насадки и фланцы, инструменты для подтяжки фланцев, средства защиты. Обязательно необходимо соблюдать правила техники безопасности при работе с гидравлическими системами. Это включает в себя использование защитных очков, перчаток и спецодежды, а также соблюдение правил работы с высоким давлением. Нельзя допускать попадания давления на человека или посторонние предметы.
Особое внимание следует уделять безопасности при работе с азотом, так как он является инертным газом, но при высоких давлениях может вызывать асфиксию. Необходимо обеспечить хорошую вентиляцию помещения и использовать средства защиты органов дыхания. Важно также помнить, что станок должен быть установлен на устойчивой поверхности и оборудован системой защиты от перегрузки. На практике, многие компании пренебрегают этими правилами, что может привести к серьезным несчастным случаям.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Металлический шланг с огнезащитным силиконовым кожухом
Металлический шланг с огнезащитным силиконовым кожухом -
 Металлический шланг с футеровкой из PTFE
Металлический шланг с футеровкой из PTFE -
 Теплоизолированный паровой металлический шланг
Теплоизолированный паровой металлический шланг -
 Двухпозиционный трехходовой клапан для заправки КПГ
Двухпозиционный трехходовой клапан для заправки КПГ -
 Теплоизолированный двухслойный металлический шланг в кожухе
Теплоизолированный двухслойный металлический шланг в кожухе -
 Трубопровод для сжатого природного газа КПГ
Трубопровод для сжатого природного газа КПГ -
 Телескопическая гофрированная труба из нержавеющей стали
Телескопическая гофрированная труба из нержавеющей стали -
 Гибкий паровой шланг с металлооплёткой
Гибкий паровой шланг с металлооплёткой -
 Резиновый гибкий патрубок с футеровкой из PTFE
Резиновый гибкий патрубок с футеровкой из PTFE -
 Металлический шланг в защитном кожухе из нержавеющей стали
Металлический шланг в защитном кожухе из нержавеющей стали -
 Гибкая гофрированная труба из нержавеющей стали
Гибкая гофрированная труба из нержавеющей стали -
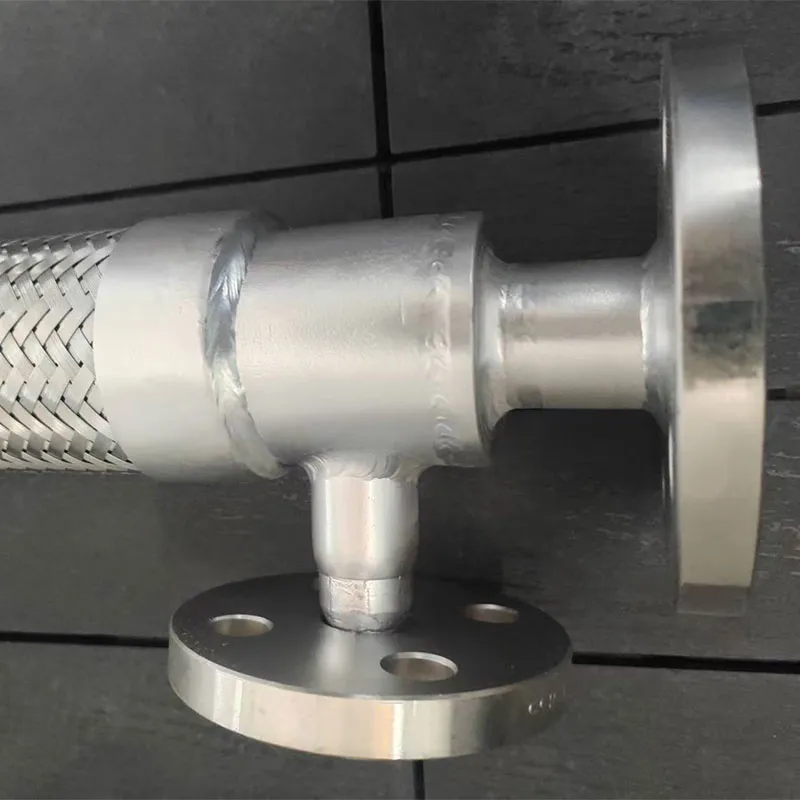
 Фланцевый металлический шланг
Фланцевый металлический шланг
Связанный поиск
Связанный поиск- Оптом компенсатор резиновая вставка
- Оптом сварной сильфонный компенсатор
- Жаропрочный сильфонный компенсатор из стали 310s поставщик
- Металлический шланг из нержавеющей стали с патроном поставщики
- Тканевый армированный резиновый шланг
- Китай гидравлический шланг высокого давления для подъемников
- Опрессовка гидравлических шлангов высокого давления завод
- Резиновый компенсатор из натурального каучука поставщики
- Оптом резиновый патрубок из epdm-каучука
- Толстостенный сильфонный компенсатор толщ 5-10 мм поставщик