
Резиновый паровой шланг заводы
Резиновый паровой шланг заводы – тема, которая часто вызывает много вопросов, особенно среди тех, кто только начинает работать в сфере промышленного шлангового производства. Многие ошибочно считают, что производство шлангов – это простой процесс, требующий лишь наличия оборудования и сырья. На самом деле, это гораздо более сложная задача, требующая глубоких знаний материалов, технологий и, конечно же, опыта. В этой статье я постараюсь поделиться своим опытом и наблюдениями по поводу производства резиновых паровых шлангов, осветить основные сложности и обсудить возможные перспективы развития.
Основные проблемы при производстве резиновых паровых шлангов
Первая и, пожалуй, самая важная проблема – это выбор подходящего резинового компаунда. Нельзя просто взять первый попавшийся каучук. Для паровых шлангов требуется материал, способный выдерживать высокие температуры и давление, при этом сохраняя эластичность и устойчивость к воздействию пара. Обычно используют специальные сорта натурального и синтетического каучука, с добавлением различных наполнителей и стабилизаторов. Состав компаунда напрямую влияет на долговечность и безопасность шланга. Иногда, даже после тщательного выбора, возникают проблемы с термической стабильностью – резина может деформироваться или разрушаться при длительном воздействии высоких температур. Мы, например, когда работали над проектом для крупного предприятия химической промышленности, столкнулись с проблемой провисания шланга в зонах с повышенными температурами. Пришлось экспериментировать с разными типами наполнений, чтобы добиться желаемой стабильности. Это был длительный и дорогостоящий процесс, но, в конечном итоге, нам удалось найти оптимальное решение.
Вторая сложность – это технология производства. Существует несколько способов изготовления резиновых шлангов: экструзия, прессование и литье под давлением. Каждый метод имеет свои преимущества и недостатки. Экструзия подходит для производства шлангов большого диаметра, но менее точна в плане геометрии. Прессование позволяет получать шланги высокой точности, но требует больших затрат энергии. Литье под давлением – самый дорогой метод, но он позволяет производить шланги сложной формы. Выбор технологии зависит от требуемых характеристик шланга и объема производства. Важно учитывать не только сам процесс формовки, но и качество соединения резинового слоя с металлическим каркасом. Плохое соединение – это путь к протечкам и поломкам. При нашей практике часто возникала проблема с равномерностью распределения давления при сжатии резинового слоя. Это приводило к неравномерному изгибу шланга и снижению его прочности. Для решения этой проблемы мы внедрили новую технологию с использованием специальных пресс-форм и автоматизированной системы контроля давления.
Третья важная проблема – это контроль качества. На каждом этапе производства необходимо проводить тщательный контроль качества, чтобы выявить и устранить дефекты. Это включает в себя контроль качества сырья, контроль качества процесса формовки и контроль качества готового продукта. Особенно важно проводить испытания шлангов на прочность, эластичность, термостойкость и устойчивость к воздействию агрессивных сред. Мы всегда придерживались строгих стандартов качества, но даже при этом иногда возникали проблемы. Например, нам приходилось регулярно проводить дополнительные испытания шлангов, изготовленных из новых партий сырья, чтобы убедиться в их соответствии требованиям.
Современные тенденции в производстве резиновых паровых шлангов
В последнее время наблюдается ряд тенденций в производстве резиновых паровых шлангов. Одна из них – это использование новых материалов. Вместо традиционных каучуков все чаще используются термопластичные эластомеры (TPE) и силиконовые каучуки. Эти материалы обладают улучшенными характеристиками по сравнению с традиционными каучуками: они более устойчивы к высоким температурам, химически стойкие и имеют более длительный срок службы. Мы, например, сейчас активно тестируем шланги из силиконового каучука для использования в зонах с экстремально высокими температурами. Первые результаты очень перспективные – шланги показывают значительно лучшую термостойкость, чем наши традиционные резиновые шланги.
Другая тенденция – это использование современных технологий автоматизации. Автоматизированные системы управления производством позволяют повысить эффективность производства, снизить затраты и повысить качество продукции. Мы также внедрили автоматизированную систему контроля качества, которая позволяет выявлять дефекты на ранних стадиях производства. Это значительно снижает вероятность того, что дефектные шланги попадут к потребителю. Важную роль играет и внедрение цифровых технологий – сейчас все чаще используют 3D-моделирование для проектирования шлангов, что позволяет оптимизировать их конструкцию и улучшить эксплуатационные характеристики. В ООО Хэншуй Вэймин Трубная Промышленность мы стремимся постоянно внедрять новые технологии, чтобы оставаться конкурентоспособными на рынке.
Опыт ООО Хэншуй Вэймин Трубная Промышленность
ООО Хэншуй Вэймин Трубная Промышленность специализируется на производстве гибких металлических шлангов, включая резиновые паровые шланги. Мы имеем большой опыт работы в этой области и предлагаем широкий ассортимент продукции, отвечающей самым высоким требованиям качества. Мы постоянно совершенствуем наши технологии и материалы, чтобы предлагать нашим клиентам самые современные и надежные решения. Мы работаем с различными отраслями промышленности, включая химическую, нефтехимическую, пищевую и энергетическую. Наш опыт позволяет нам решать самые сложные задачи и предлагать индивидуальные решения для каждого клиента. Мы ценим долгосрочные партнерские отношения и стремимся к тому, чтобы наши клиенты были максимально удовлетворены нашей продукцией и услугами. Наш веб-сайт https://www.hswmgy.ru содержит подробную информацию о нашей компании и нашей продукции.
В заключение хочу сказать, что производство резиновых паровых шлангов – это сложная, но интересная задача. Она требует глубоких знаний и опыта, но при правильном подходе можно добиться отличных результатов. Мы надеемся, что эта статья будет полезна для тех, кто интересуется этой темой. Если у вас есть какие-либо вопросы, пожалуйста, обращайтесь к нам.
Соответствующая продукция
Соответствующая продукция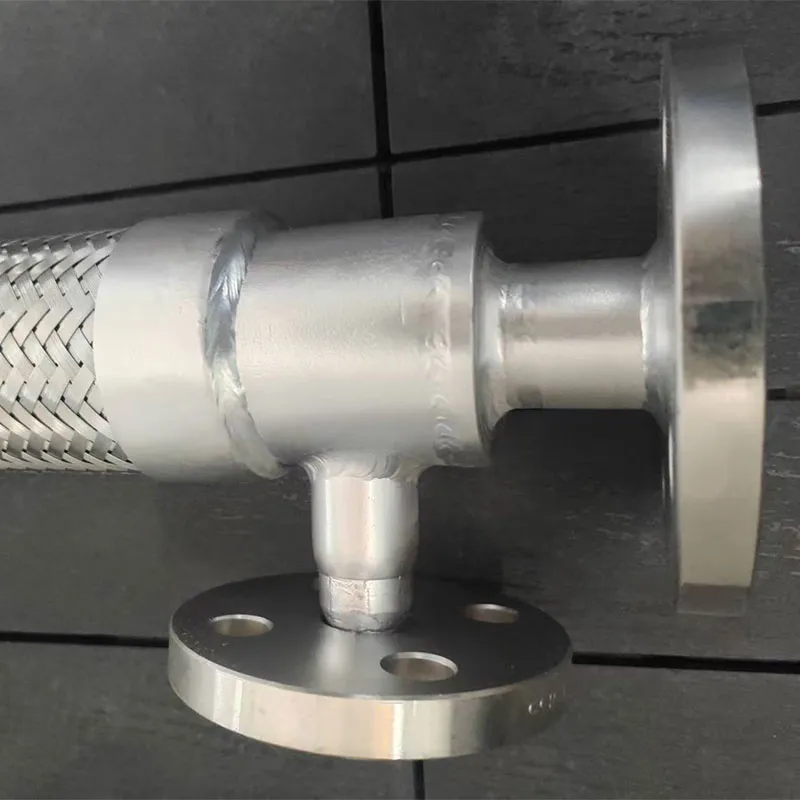



Самые продаваемые продукты
Самые продаваемые продукты-
 Вакуумный сильфон
Вакуумный сильфон -
 Гибкая гофрированная труба из нержавеющей стали
Гибкая гофрированная труба из нержавеющей стали -
 Резиновый компенсатор
Резиновый компенсатор -
 Тефлоновый металлический шланг
Тефлоновый металлический шланг -
 Фланцевый металлический шланг
Фланцевый металлический шланг -
 Фланцевый компенсатор линейного расширения
Фланцевый компенсатор линейного расширения -
 Резиновый гибкий патрубок типа KTX
Резиновый гибкий патрубок типа KTX -
 Фланцевый сильфонный компенсатор
Фланцевый сильфонный компенсатор -
 Резиновый гибкий патрубок с футеровкой из PTFE
Резиновый гибкий патрубок с футеровкой из PTFE -
 Металлический шланг в защитном кожухе из нержавеющей стали
Металлический шланг в защитном кожухе из нержавеющей стали -
 Теплоизолированный паровой металлический шланг
Теплоизолированный паровой металлический шланг -
 Компенсатор под приварку
Компенсатор под приварку
Связанный поиск
Связанный поиск- Резиновый компенсатор из натурального каучука завод
- Компенсатор из нитрильного каучука завод
- Oem компенсатор универсальный
- Oem трубка из ptfe с фланцем
- Резиновый патрубок из epdm-каучука поставщики
- Газовый шланг заправочного клапана
- Компенсатор резиновый ду150 поставщики
- Металлический шланг с термостойким огнезащитным кожухом завод
- Oem резиновое компенсационное соединение типа ktx
- компенсатор резиновая вставка