
Опрессовка гидравлических шлангов высокого давления заводы
Опрессовка – это критически важный этап в производстве и контроле качества гидравлических шлангов. Часто, в разговорах, о ней говорят как о простой процедуре, лишь бы проверить на герметичность. Но на практике все гораздо сложнее. В особенности когда речь идет о шлангах, предназначенных для работы под высоким давлением, особенно тех, что выпускаются крупными предприятиями – заводами. Именно об этом и пойдет речь. Не будем говорить о стандартах и нормах прямо сейчас, лучше поделимся опытом, а потом уже будем ссылаться на ГОСТы. Сразу скажу, что ошибки на этом этапе могут привести к очень неприятным последствиям – от простого брака до серьезных аварий.
Предварительная подготовка: залог успешной опрессовки
Прежде чем приступить к самой опрессовке, необходимо тщательно подготовить шланги. Это не просто 'налить воду' и 'нажать на насос'. Сначала нужно убедиться, что все соединения правильно выполнены, нигде нет неплотностей. Часто встречаются проблемы с качеством фланцев – неровные поверхности, повреждения. Это сразу сказывается на результате. Помню, один раз на одном из заводов, где я работал, мы столкнулись с ситуацией, когда фланцы были недостаточно обработаны. В итоге, после опрессовки, обнаружились утечки, несмотря на казалось бы, идеальное состояние шланга. Позже выяснилось, что это связано с некачественной обработкой на производственной линии.
Важно также правильно выбрать давление для опрессовки. Слишком низкое – и не выявишь скрытые дефекты, слишком высокое – и можешь повредить шланг. Здесь нужен точный расчет, исходя из спецификаций шланга и предполагаемого рабочего давления. Обычно, в технической документации указано рекомендуемое давление, но в реальных условиях часто приходится корректировать его, основываясь на опыте и результатах предыдущих опрессовок. Нельзя полагаться только на цифры, нужно учитывать и визуальный осмотр шланга.
Использование специализированного оборудования
Очевидно, что для выполнения **опрессовки гидравлических шлангов высокого давления** требуется специальное оборудование. Это могут быть как стационарные прессы, так и портативные насосы. Выбор зависит от объема производства и сложности задачи. Важно, чтобы оборудование было исправным и регулярно проверялось. Однажды на одном из заводов мы столкнулись с поломкой гидравлического насоса. Пришлось срочно искать замену, что задерживало весь процесс производства. Поэтому профилактика – это очень важный аспект.
Кроме того, необходимо использовать правильные фитинги и инструменты для соединения шланга с насосом. Неправильный инструмент может привести к повреждению шланга или к утечке давления. Например, при работе с фланцевыми соединениями, очень важно использовать правильные гайки и шайбы, а также правильно затягивать их. Недозатяжка – и утечка, перетяжка – и повреждение фланца.
Проблемы и их решения: от микротрещин до деформаций
В процессе **опрессовки гидравлических шлангов высокого давления** могут возникать различные проблемы. Например, обнаружение микротрещин в шланге. Это, конечно, серьезный повод для отказа. Но иногда такие трещины могут быть незначительными и не влиять на герметичность шланга при нормальной эксплуатации. В таких случаях можно попробовать провести дополнительный контроль, например, с помощью ультразвукового анализа.
Еще одна распространенная проблема – деформация шланга в месте соединения с фланцем. Это может быть вызвано неправильным затягиванием гаек или неровной поверхностью фланца. В таких случаях необходимо переделать соединение или заменить фланц. Иногда, если деформация незначительная, можно попробовать аккуратно выпрямить шланг, но это нужно делать очень осторожно, чтобы не повредить его.
Иногда, после опрессовки, обнаруживается, что шланг не выдерживает заданное давление и лопается. Это может быть вызвано разными причинами – от дефектов материала до ошибок при изготовлении. В таких случаях необходимо провести расследование, чтобы выяснить причину поломки и предотвратить ее повторение.
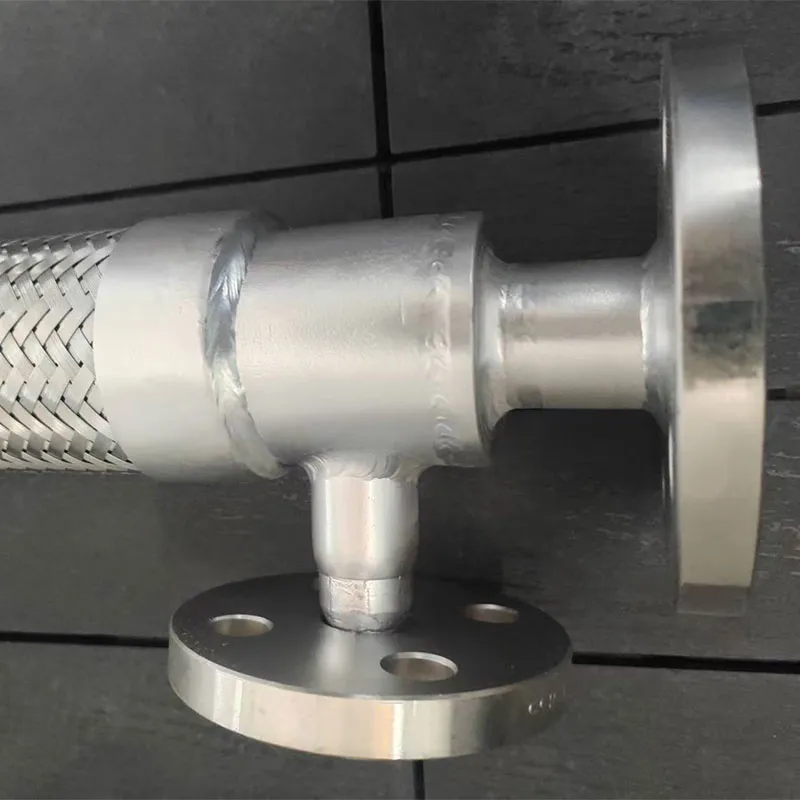
Пример из практики: опрессовка шлангов для КПГ
В ООО Хэншуй Вэймин Трубная Промышленность мы регулярно производим шланги для сжатого природного газа (КПГ). Именно для этих шлангов требования к надежности и безопасности особенно высоки. Однажды, при опрессовке партии шлангов для КПГ, мы обнаружили, что несколько шлангов не выдерживают заданное давление. Пришлось провести детальное расследование. Выяснилось, что проблема была связана с некачественной сваркой фланцев. В местах сварки образовались микротрещины, которые при опрессовке привели к поломке шланга. После этого мы внедрили более строгий контроль качества сварки, что позволило избежать подобных проблем в будущем. Кстати, наша компания занимается не только производством **гибких металлических шлангов из нержавеющей стали**, но и **металлическими компенсаторами из нержавеющей стали**, а также **шлангами высокого давления** для различных применений.
Контроль качества: не только опрессовка
Важно понимать, что опрессовка – это лишь один из этапов контроля качества. Он не может гарантировать 100% надежность шланга. Поэтому необходимо проводить комплексный контроль качества, включающий в себя визуальный осмотр, ультразвуковой контроль, гидравлические испытания и другие методы.
Не стоит недооценивать важность визуального осмотра. Он позволяет выявить многие дефекты, которые не могут быть обнаружены другими методами. А ультразвуковой контроль позволяет обнаружить микротрещины и другие скрытые дефекты.
И, конечно, необходимо проводить регулярные проверки оборудования и инструментов, используемых при опрессовке. Это поможет избежать поломок и обеспечить надежность процесса.
Заключение
**Опрессовка гидравлических шлангов высокого давления заводы** – это сложный и ответственный процесс, требующий внимания к деталям и соблюдения технологии. Ошибки на этом этапе могут привести к серьезным последствиям. Поэтому важно тщательно подготовить шланги, правильно выбрать давление, использовать специализированное оборудование и проводить комплексный контроль качества. И, конечно, всегда нужно учиться на своих ошибках.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Тефлоновый металлический шланг
Тефлоновый металлический шланг -
 Металлический шланг с футеровкой из PTFE
Металлический шланг с футеровкой из PTFE -
 Гибкий шланг высокого давления
Гибкий шланг высокого давления -
 Гибкий шланг для низкого давления
Гибкий шланг для низкого давления -
 Фланцевый металлический шланг
Фланцевый металлический шланг -
 Арматура заправочная для КПГ
Арматура заправочная для КПГ -
 Фланцевый компенсатор линейного расширения
Фланцевый компенсатор линейного расширения -
 Вакуумный сильфон
Вакуумный сильфон -
 Гибкий шланг из PTFE
Гибкий шланг из PTFE -
 Резиновый гибкий патрубок типа KTX
Резиновый гибкий патрубок типа KTX -
 Теплоизолированный двухслойный металлический шланг в кожухе
Теплоизолированный двухслойный металлический шланг в кожухе -
 Телескопическая гофрированная труба из нержавеющей стали
Телескопическая гофрированная труба из нержавеющей стали
Связанный поиск
Связанный поиск- Oem металлический шланг из нержавеющей стали
- Oem пресс для гидравлических шлангов высокого давления
- Компенсаторы резиновые антивибрационные tecofi поставщики
- Компенсатор резиновый фланцевый ду 50 завод
- Oem металлический шланг с футеровкой из ptfe
- Oem шланг высокого давления для кпг
- Упругий сильфон из нержавеющей стали
- Оптом арматура заправочная для компримированного метана
- Шланг гидравлического насоса высокого давления поставщик
- Металлический шланг из нержавеющей стали